
 Italiano
ItalianoPlants for Copper and Copper Alloys wire production (“Sky Cast” Technology)
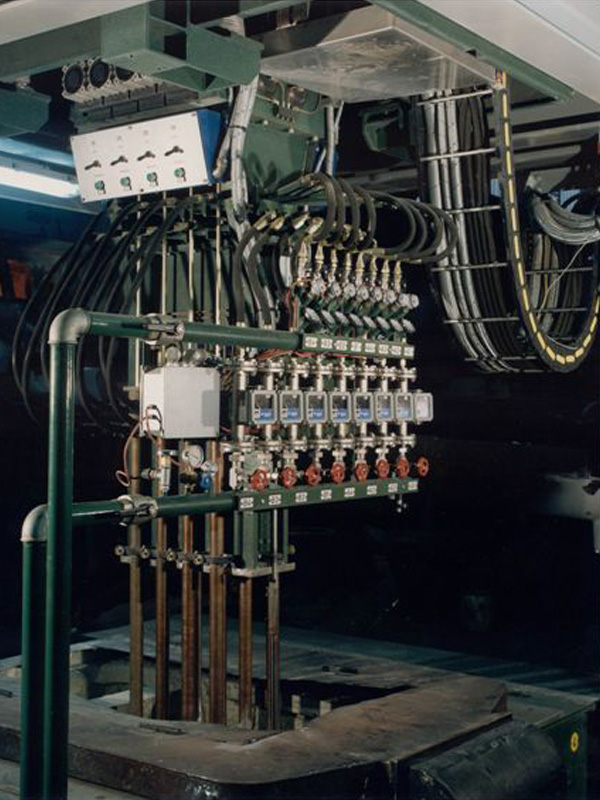
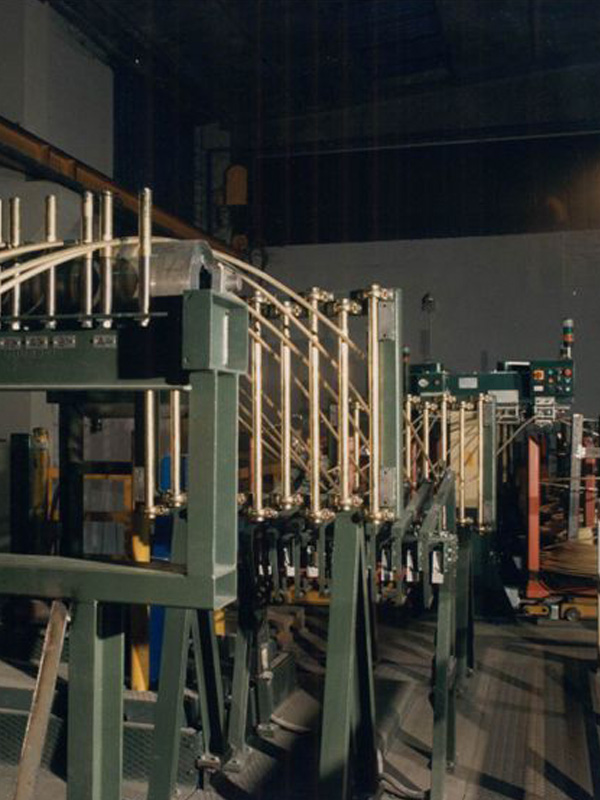
The upward Continuous Casting Plant, or "Sky Cast Continuous Casting Plant" (also called "SCP" or "Sky Cast") has been developed by GMS for Copper and Copper Alloys wire production with the continuous casting technology, suitable for subsequent cold rolling and / or drawing. After casting, the choice of the wire processing technology depends on the Alloy type and on the section diameter.
Examples of the “Sky Cast” Continuous Casting Plant with 8 strands for Brass wire production, Ø 16 mm


Latest News